



我们的镀锌管【焊管】准时交付产品视频已经准备好,它将为您呈现产品的细节,让您为之惊叹不已。
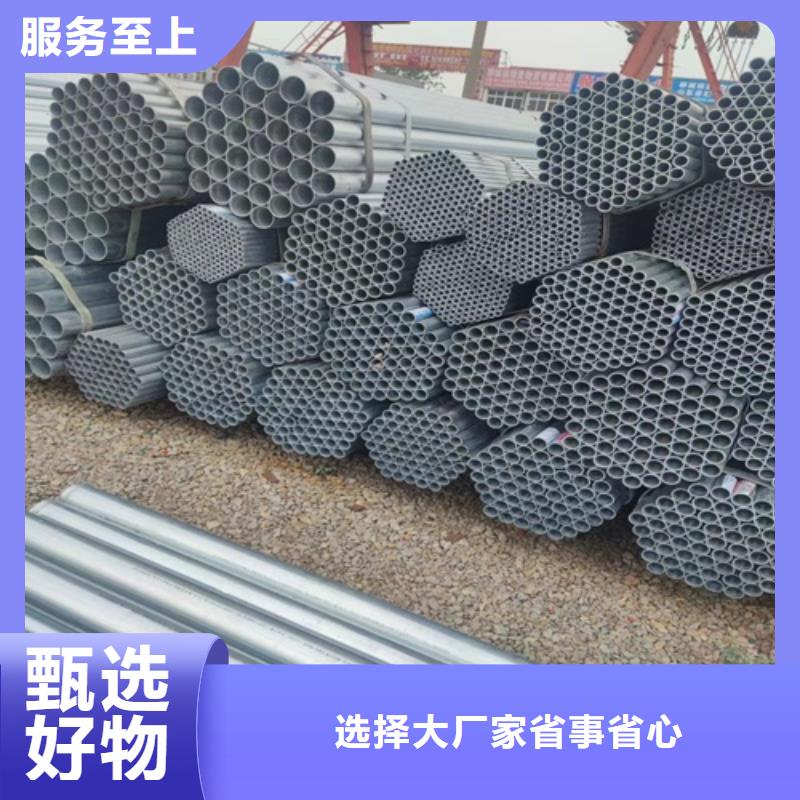
以下是:天津北辰镀锌管【焊管】准时交付的图文介绍


天津北辰镀锌钢管焊接时的措施: 首先就是人, 人的因素是施焊的控制重点。因此,在施焊前,应选择技术熟练、持有焊工证的焊工,进行必要的技术培训、交底。并不得随意更换,保证施焊该管道焊工人员相对稳定。 其二是焊材的控制,保证采购的是正规渠道的焊材,有质保书、合格证,符合工艺要求;焊条头回收控制严格,以保证流向、用量;焊材要严格按工艺烘烤,并一次发放不超过半天用量。 第三就是 焊机,焊机须保证性能可靠、符合工艺需要;焊机必须有检定合格的电流、电压表,以保证焊接工艺的正确实施。焊接电缆不能过长,较长时要调整焊接参数。 第四是焊接工艺方法,保证镀锌管特殊操作方法的严格实施,焊接工艺进行焊前坡口检查,施焊工艺参数、操作手法控制,焊后外观质量检查,必要时增加焊后无损检测。控制焊接层次、每道口的焊材用量。 第五就是焊接环境控制,保证施焊时的温度、湿度、风速符合工艺要求。



无缝钢管质量:
两年内质量三包!
鹏鑫钢铁(天津市北辰区分公司)竭诚为您服务, 无缝钢管型号齐全,
售后服务:也可非标定做,欢迎致电!
每位新老用户企业的发展壮大始终是我们的理念,忠诚合作愉快。
质量是关键,欢迎实地考察、试用、订货。
我们的承诺:同等 无缝钢管质量,价格低,真诚的希望新老客户来公司光临指导,愉快合作!
我们真诚欢迎广大客户与我们联系,建立长期友好的合作关系,共谋。


天津北辰镀锌管的表面除锈及清洗方法 天津北辰镀锌管使用一段时间后生锈了就非常令人讨厌了,接下来无锡泉友焊管有限公司给大家讲一讲镀锌管的表面除锈及清洗方法,具体内容如下: 对于镀锌管常用的环氧类、乙烯类、酚醛类等防腐涂料的施工工艺,一般要求镀锌管表面达到近白级(Sa2.5)。实践证明,采用这种除锈等级几乎可以除掉所有的氧化皮、锈和其他污物,锚纹深度达到40~00μm,充分满足防腐层与镀锌管的附着力要求,而喷(抛)射除锈工艺可用较低的运行费用和稳定的质量达到近白级(Sa2.5)技术条件。 天津北辰镀锌管的清洗和预热:在喷(抛)射处理前,采用清洗的方法除去表面的油脂和积垢,镀锌带厂家采用加热炉对管体预热至40一60℃,使镀锌管表面保持干燥状态。在喷(抛)射处理时,由于镀锌管表面不含油脂等污垢,可增强除锈的效果,干燥的镀锌管表面也有利于钢丸、钢砂与锈和氧化皮的分离,使除锈后的镀锌管表面更加洁净。



天津北辰镀锌管符合标准及达标技术要求 1、牌号和化学成分 天津北辰镀锌钢管用钢的牌号和化学成分应符合GB 3092所规定的黑管用钢的牌号和化学成分。 2、制造方法 黑管的制造方法由制造厂选择。镀锌采用热浸镀锌法。 3、螺纹及管接头 3.1 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。 3.2 钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。 4、力学性能钢管镀锌前的力学性能应符合GB 3092的规定。 5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红。 6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。