


如果你想要更深入地了解我们的14+6复合耐磨板切割加工产品,那么请务必观看这部视频。它一定会给你带来意想不到的惊喜和收获。
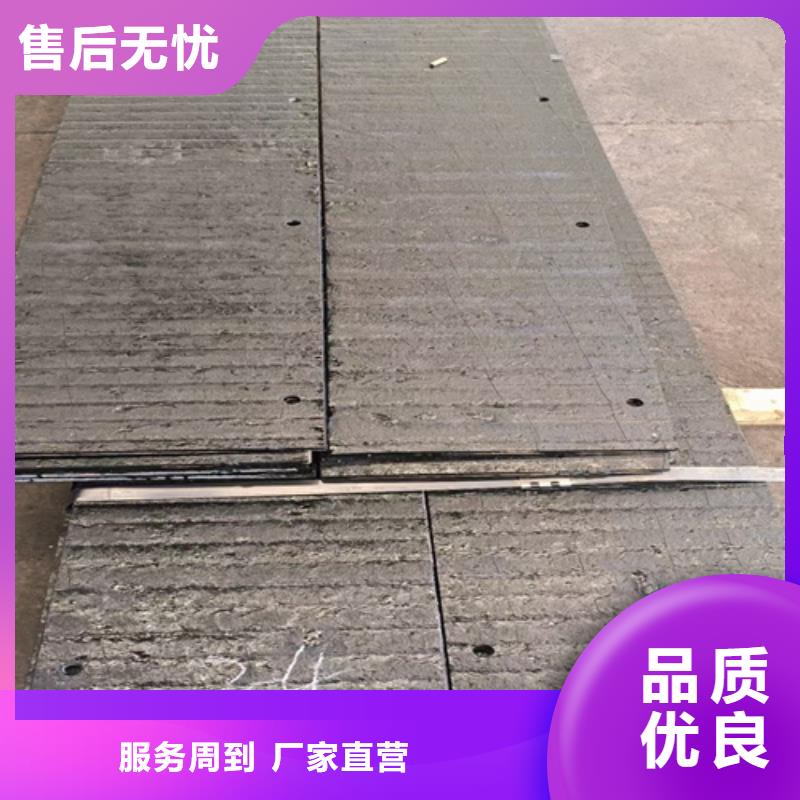
以下是:内蒙古包头14+6复合耐磨板切割加工的图文介绍
【多麦金属】高锰耐磨耐候钢板生产厂家(包头市分公司)位于经济技术开发区创业大厦B塔310。交通便利,地理位置优越!具有良好的生产经营环境。公司本着“专业造就精品,诚信赢得未来”管理理念,以先进的生产装备,“以质兴业,以优取胜”,面向产品的多元化,国际化迈进。公司始终坚持以市场为导向,以满足客户需求为宗旨,通过科技创新,不断研发及引进国内外先进的技术及设备;真正为客户做到质量保证、供货及时、售后!本着分工合作、共享俱荣的服务理念,必将与您成为永远的朋友,忠实的伙伴,期待与您共同发展!主要产品为: 堆焊耐磨板系列产品。


摩擦磨损性能一直是耐磨复合材料性能研究的核心内容。研究内容除制备工艺、内蒙古包头附近合金种类、内蒙古包头附近增强颗粒种类及加入量、内蒙古包头附近试验载荷、内蒙古包头附近磨损速度、内蒙古包头附近对磨副材质等对耐磨涂层摩擦磨损性能的影响规律外, 还涉及涂层中硬质颗粒与合金之间的相互作用, 以及涂层与被涂覆表面的相互作用。但耐磨复合钢板在使用过程中也存在一些亟待解决的问题, 如复层涂层与基层复合时如何在实现有效结合的同时不形成界面脆性相, 在经历热震时, 如何避免因膨胀系数差别而出现的分层现象等。除了以上问题之外, 目前金属复合板研究发展的方向主要集中在结构优化设计、内蒙古包头附近界面控制、内蒙古包头附近评价以及板型质量控制等方面。另外, 开发复合材料成分、内蒙古包头附近组织、内蒙古包头附近工艺与性能关系相关, 仿真软件成为复合板研发的必然趋势。复合耐磨钢板


堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、内蒙古包头送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板