
产品详细介绍
以下是:湖南省湘西市钢板锅炉管设计合理的产品参数
导读 【鑫铭万通】持续拓展产品矩阵,现有保靖喷漆无缝管、龙山合金管、邵阳无缝方管、娄底合金管、衡阳喷漆无缝管、岳阳低温管等,满足不同场景需求。钢板锅炉管设计合理,鑫铭万通商贸(湘西市分公司)为您提供钢板锅炉管设计合理,联系人:李经理,电话:【0527-88266222】、【0527-88266222】。 湖南省,湘西土家族苗族自治州 湘西土家族苗族自治州位于湖南省西北部,地处湘鄂黔渝四省市交界处。1952年8月成立湘西苗族自治区,1955年改为湘西苗族自治州,1957年9月成立湘西土家族苗族自治州。现辖7县1市,国土面积1.55万平方公里,是典型的“老、少、边、山、库、穷”地区,是西部大开发、武陵山片区区域发展与扶贫攻坚先行先试地区,是湖南省的少数民族自治州、省湘西地区开发重点地区和扶贫攻坚主战场。
图文介绍虽好,但视频更能展现钢板锅炉管设计合理产品的全貌。我们为您准备了详细的产品视频,点击观看,让产品介绍更加生动直观。
以下是:湖南湘西钢板锅炉管设计合理的图文介绍


为了让用户用上满意的产品,鑫铭万通商贸(湘西市分公司)建立了严苛的 喷漆无缝管质量验收的标准,还拥有先进的操作技术,为客户提供的售后服务,以远高于验收标准的工艺确保 喷漆无缝管的质量。



现在科技非常发达,体现在焊接领域就有很多种,除传统的焊接方法以外,一些新型的焊接方法也逐渐涌现出来,在各大生产领域发挥着重要作用。堆焊就是其中一种先进的修补焊接方法。
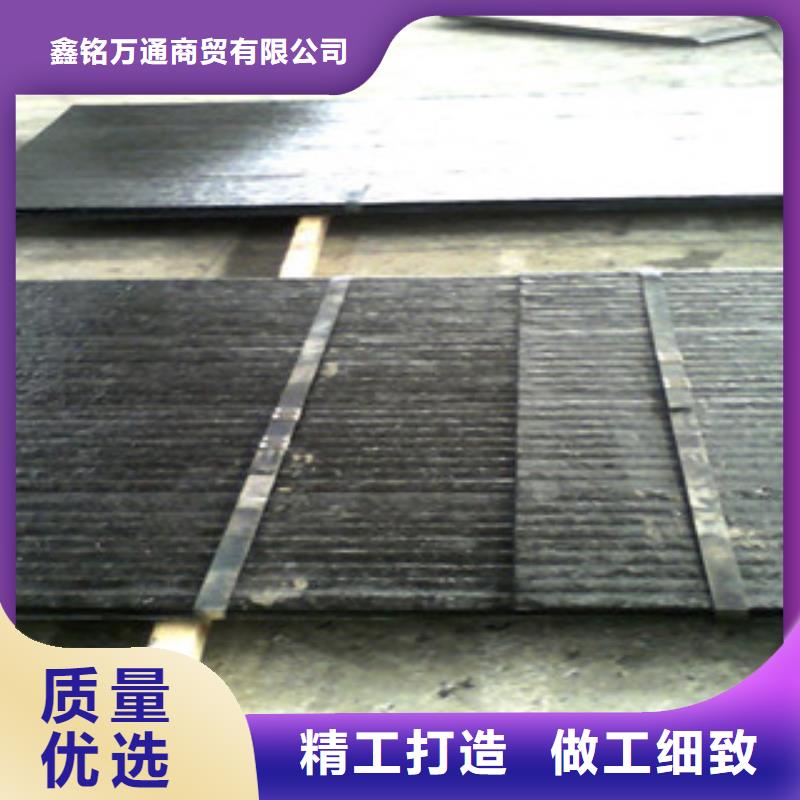
堆焊是在工件的表面或边缘进行熔敷一层耐磨、耐蚀、耐热等性能金属层的焊接工艺。堆焊对提高零件的使用寿命,合理使用材料,提高产品性能,降低成本有显著的经济效益。不同的工件和堆焊焊条要采用不同的堆焊工艺,才能获得满意的堆焊效果。堆焊中碰到的问题是开裂,防止开裂的主要方法是:焊前预热,控制层间温度,焊后缓冷。焊后进行应力热处理。避免多层堆焊,采用低氢型堆焊焊条。必要时,堆焊层与母材之间堆焊过渡层(用碳当量低、韧性高的焊条)。
堆焊是在工件的表面或边缘进行熔敷一层耐磨、耐蚀、耐热等性能金属层的焊接工艺。堆焊对提高零件的使用寿命,合理使用材料,提高产品性能,降低成本有显著的经济效益。不同的工件和堆焊焊条要采用不同的堆焊工艺,才能获得满意的堆焊效果。堆焊中碰到的问题是开裂,防止开裂的主要方法是:焊前预热,控制层间温度,焊后缓冷。焊后进行应力热处理。避免多层堆焊,采用低氢型堆焊焊条。必要时,堆焊层与母材之间堆焊过渡层(用碳当量低、韧性高的焊条)。



输送用埋弧焊双金属复合衬板的焊缝 余高,在多个标准中都作了规定。
1、焊缝余高大的负面影响
1.1 焊趾处易开成应力腐蚀裂纹(SCC)
对接接头的应力集中主要是焊缝余高引起的。焊缝的余高愈严重,焊接接头的强度反而会降低。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。
焊缝的转角半径愈小,应力集中的程度则愈大;反之,应力集中的程度则愈小。因此,对埋弧焊焊缝的要求:一是余高要小;二是焊缝要圆滑过度,使转象半径R值增大。
埋弧焊双金属复合衬板的焊缝均为对接接头的焊缝,如果不控制好焊缝余高和转角半径,则焊趾处的应力就大,以致双金属复合衬板在服役这程尤其是在腐蚀介质中,易在焊趾处产生应力腐蚀裂纹。
焊缝在成型和焊接过程中不可避免地会产生残余应力,因此管坯在成型、焊接后要残余应力。扩径可残余应力,但是残余应力很难完全,焊趾处的残余应力也就不可能。为了在焊趾处产生应力腐蚀裂纹,这就需要控制好成型、焊接时的残余应力,尤其是焊趾处的残余应力。
1.2 外焊缝余高大不利于防腐
1、焊缝余高大的负面影响
1.1 焊趾处易开成应力腐蚀裂纹(SCC)
对接接头的应力集中主要是焊缝余高引起的。焊缝的余高愈严重,焊接接头的强度反而会降低。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。
焊缝的转角半径愈小,应力集中的程度则愈大;反之,应力集中的程度则愈小。因此,对埋弧焊焊缝的要求:一是余高要小;二是焊缝要圆滑过度,使转象半径R值增大。
埋弧焊双金属复合衬板的焊缝均为对接接头的焊缝,如果不控制好焊缝余高和转角半径,则焊趾处的应力就大,以致双金属复合衬板在服役这程尤其是在腐蚀介质中,易在焊趾处产生应力腐蚀裂纹。
焊缝在成型和焊接过程中不可避免地会产生残余应力,因此管坯在成型、焊接后要残余应力。扩径可残余应力,但是残余应力很难完全,焊趾处的残余应力也就不可能。为了在焊趾处产生应力腐蚀裂纹,这就需要控制好成型、焊接时的残余应力,尤其是焊趾处的残余应力。
1.2 外焊缝余高大不利于防腐

总结 钢板锅炉管设计合理_鑫铭万通商贸(湘西市分公司),固定电话:【0527-88266222】,移动电话:【0527-88266222】,联系人:李经理,北辰区北辰大厦4-1012。