


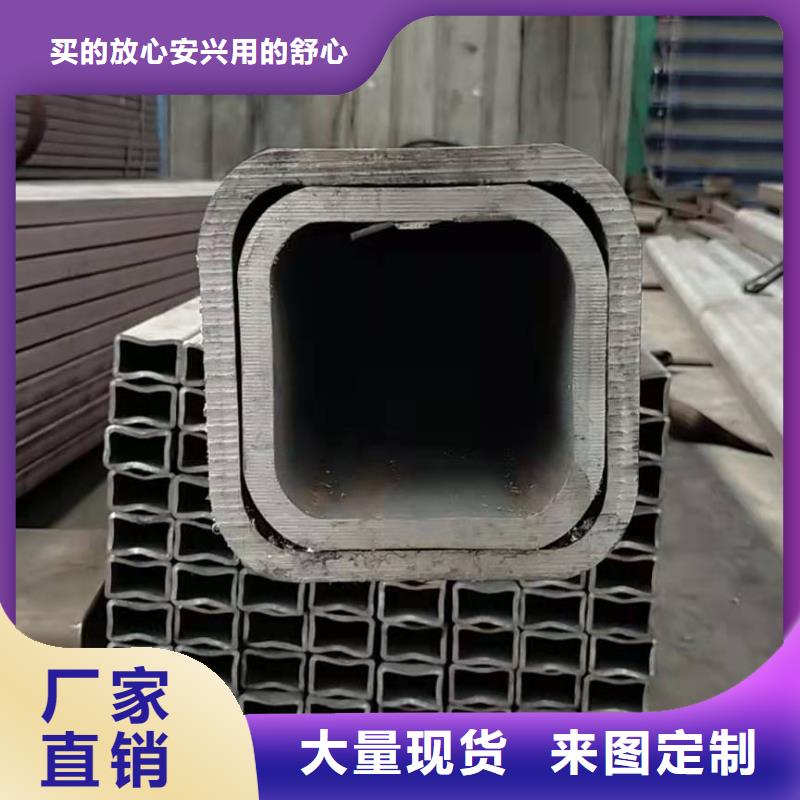



异形钢管的生产流程和运用
异型管一般选用冷扎的加工工艺开展生产制造。实际步骤以下:
圆钢→破孔→酸洗钝化→冷扎→锯头→打捆无缝钢管→酸洗钝化→冷扎→锯头→打捆
异型管內外壁无空气氧化层、承担髙压、无渗漏、精密加工、高光滑度、冷拔不形变、扩口、挤扁无缝隙、表层防锈处理解决,普遍用以液压传动系统用异型管、塑料机用异型管、四柱液压机用异型管、船舶制造用异型管、EVA聚氨酯发泡汽压机械设备、高精密汽压裁断机用异型管、皮革加工机械设备、液压机械、液压油管、高压油管、卡套接头、异型管连接头、橡胶机械、锻压设备、铝压铸机械设备、工程机械设备、混泥土泵车用髙压异型管、环卫车用、汽车制造业、造船业、金属材质的激光切割加工、柴油发动机、燃气轮机、空气压缩机、建筑工程机械、农业和林业机械设备等,彻底能够取代同规范的進口高精密异型管。


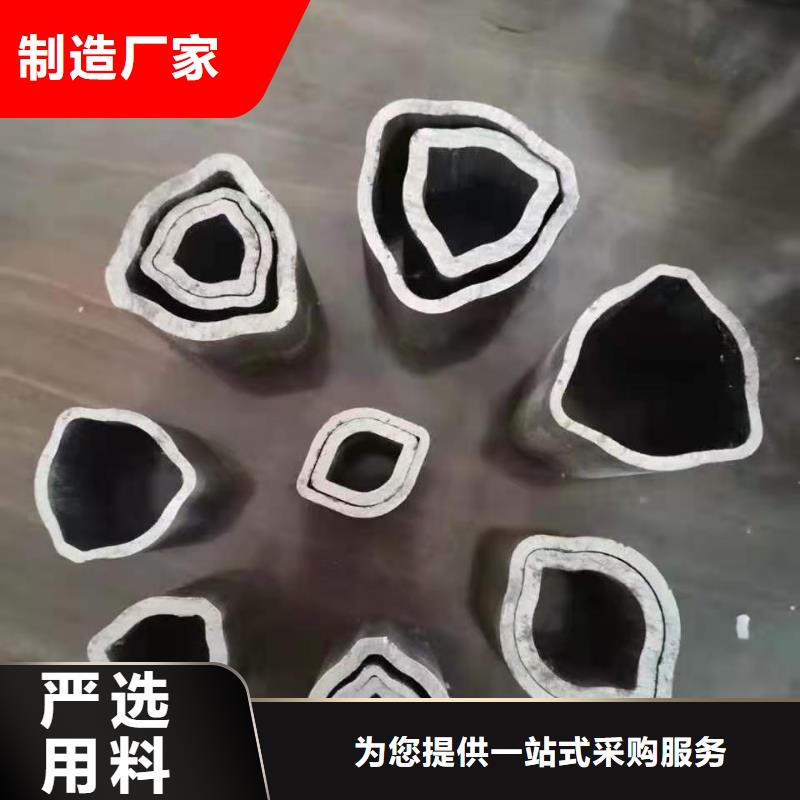
异形钢管普遍的运用于各种各样零部件中,值得一提的是,大家日常应用的工和每个机器设备构件中也拥有普遍的运用,和圆钢管相较为而言,异型钢管由于拥有较为大的惯性力和大规模的横截面,在应用的情况下能够缓解钢架结构的净重,并期能够 进一步节约能源的运用,那麼有关管件在生产加工的全过程中有什么较为普遍的难题呢?下边就来和我一起了解一下吧!期待您能有一定的获得哦!
1、打磨抛光不匀称;在开展拍光钝化处理的情况下,一些总面积较为大的产品工件没有办法做到匀称一致的解决效果,也就没有办法得到要想的实际效果,因此这类状况产生的情况下相对而言常用輔助料的成本费也就了。
2、焊接情况严重,組有缺陷;在管件开展打磨抛光的情况下,很容易表层发生不整平、影响外型的状况。焊接仅有酸洗钝化和钝化处理的状况下还会继续在导致表层机器设备不整平的状况,这也是导致管件表层发生刮痕和皱褶的关键缘故,这个时候大家应用一下手工制作机器设备开展打磨抛光实际效果会更好。
3、别的;在异型钢管的原料购置和储放全过程中,由于运送或是起吊导致的一些磕磕碰碰和刮痕现象也是情况严重的,这也是导致管件锈蚀的关键缘故。我们要尽量减少这类状况的产生,防止导致管件质量发生难题的状况。





异形钢管表面上色前的准备工作中
异型管在酸碱性有机化学上色液中历经表层空气氧化上色解决后,显示息出各种各样颜色,并不是产生有色板块的表层土壤层,只是表层产生的没有颜色全透明空气氧化膜对光的干涉色。因而,针对异型管表面上色前的提前准备,应当保证下列两层面:
(一)活性解决
能使异型管常规表层活性的要素,均可加快上色全过程,一切当然产生的人眼不由此可见的空气氧化膜是上色的大患,是上色成功与失败的隐患,在上色前要除去。
以便异型管表层镀层,得到新鮮表层,活性水平应适当,以出現气泡后10~15s为宜。若活性不够,上色的有起色电位差時间增加。若活性过多,表层产生过浸蚀,使上色膜越来越黯淡无光。活性用强碱浸蚀方式会导致表层浸蚀活性,危害上色后颜色艳丽性。选用电解法活性、化学活化或阳极处理,能获得不错的結果。
(二)打磨抛光
可选用研磨抛光、化学抛光或化学抛光,规定表层光滑度一致,防止造成偏色,不错做到镜面玻璃明亮,必得较艳丽匀称的颜色。
研磨抛光后应先开展上色解决,若打磨抛光后在气体中置放一段时间,表层会产生一层薄厚1-10nm的空气氧化膜,与上色膜结构工程不一样,在上色液中不容易去除,危害新的上色膜产生,使上色時间增加,产生的颜色变深发暗。
化学抛光也可以使异型管表层产生镀层,如未去除镀层,会使上色速度很慢,但化学抛光能产生匀称整平表层,使颜色明亮,匀称性改进。


金属材料(广州市分公司)成立于2007年,拥有自主研发生产等部门,为不断满足 合金管市场与客户的需求,公司不断引进专业的研发人才及先进的生产设备。可按客户要求研发生产各系列 合金管产品。为保证产品品质,公司制定有一系列完整的生产工艺规范,及对所有供应商与物料都有严格的甄选与管控制度。以限度从源头管控品质,确保所有物料及工艺均符合相关的标准要求。公司的目标就在于通过持续提供新产品响应市场需求,坚持以“诚信为本,以质取胜”的经营理念,奉行“客户至上”的经营方针,已得到客户广泛的认同和信任。竭诚为广大新老客户提供优质的 合金管产品、完善的服务,而保持行业地位。


