
想知道直缝管【无缝钢管】老客户钟爱产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:江苏苏州直缝管【无缝钢管】老客户钟爱的图文介绍
钢兴钢管(苏州市分公司)是【3pe防腐钢管】等产品专业生产加工的厂家,拥有完整、科学的质量管理体系。钢兴钢管(苏州市分公司)的诚信、实力和【3pe防腐钢管】产品质量获得业界的认可。

直缝焊管便宜,工艺要求低,可直接进行现场制作,管径较大。但强度不高;螺旋焊接管价格稍高,工艺要求高,机械设备要求较高,管径偏小。
工艺特点
1.拥有专业的薄膜贴覆技术;
2.采用采光板专用短切毡;
3.成型区采用分区温控,自动调节技术。
4.边切采用无水无尘边切割技术。
5.拥有空气净化、除尘、废料回收等环保设备。
6.生产标准化:公司通过ISO9001认证,产品符合GB/T14206-2005标准。
7.生产能力:天恩拥有两条生产线,单条生产线每分钟生产达6 m/分钟以上,日产能达12000米。
工艺特点
1.拥有专业的薄膜贴覆技术;
2.采用采光板专用短切毡;
3.成型区采用分区温控,自动调节技术。
4.边切采用无水无尘边切割技术。
5.拥有空气净化、除尘、废料回收等环保设备。
6.生产标准化:公司通过ISO9001认证,产品符合GB/T14206-2005标准。
7.生产能力:天恩拥有两条生产线,单条生产线每分钟生产达6 m/分钟以上,日产能达12000米。


直缝焊管的成型质量的控制:
将管坯弯曲成管筒状,当前端形成圆形时,后端仍为平面,因而带钢前端形成的圆断面将与垂直于带钢纵长的平面倾斜一个角度a。为了使带钢由平面连续成型为圆管状,带钢管坯的边缘在成型过程中就受到了拉伸作用。成型变形区L越长,则a就越小,边缘的拉伸变形也就越小。反之带钢边缘的拉伸变形就越大。当拉伸应力很大或拉伸变形很大时,在外力后变形不能全部,以致于产生较大的残余变形,成型后的管筒就会在边缘处产生波浪弯,从而影响到焊缝质量。因此我们在制定成型工艺时,首先应考虑带钢边缘在成型过程中产生小的拉伸,不至于产生残余变形。
将管坯弯曲成管筒状,当前端形成圆形时,后端仍为平面,因而带钢前端形成的圆断面将与垂直于带钢纵长的平面倾斜一个角度a。为了使带钢由平面连续成型为圆管状,带钢管坯的边缘在成型过程中就受到了拉伸作用。成型变形区L越长,则a就越小,边缘的拉伸变形也就越小。反之带钢边缘的拉伸变形就越大。当拉伸应力很大或拉伸变形很大时,在外力后变形不能全部,以致于产生较大的残余变形,成型后的管筒就会在边缘处产生波浪弯,从而影响到焊缝质量。因此我们在制定成型工艺时,首先应考虑带钢边缘在成型过程中产生小的拉伸,不至于产生残余变形。



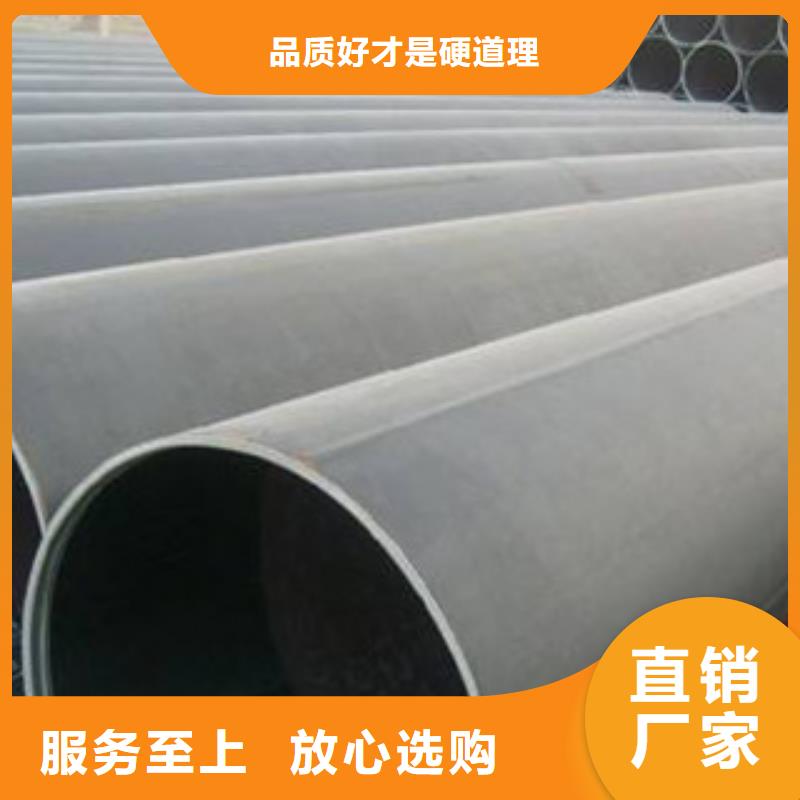
直缝埋弧焊管
直缝埋弧焊管(LSAW)在我国应用于油气输送工程比较晚,但起步迅速,发展步子大,成绩显著。因为它有下列优点:①直缝管成型工艺比较容易,有预焊及精焊,焊接质量比较容易保证;②大口径厚壁直缝钢管有全管扩径工艺,比较容易应力,残余应力较小;③几何精度和力学性能较好,质量稳定,可靠性高;④直缝焊管应用广泛,可以应用于油气管线,可以用于陆上二、三、四类地区、穿越段及海底管线;⑤可以达到高钢级≥X120,大壁厚≥40mm。它的局限性有:①直径一般在≤1422mm,受到板宽的限制;②UOE成型方式投资昂贵,JCOE成型方式适用于中型企业。③直径≤406mm时,制作上不够经济。
直缝埋弧焊管(LSAW)在我国应用于油气输送工程比较晚,但起步迅速,发展步子大,成绩显著。因为它有下列优点:①直缝管成型工艺比较容易,有预焊及精焊,焊接质量比较容易保证;②大口径厚壁直缝钢管有全管扩径工艺,比较容易应力,残余应力较小;③几何精度和力学性能较好,质量稳定,可靠性高;④直缝焊管应用广泛,可以应用于油气管线,可以用于陆上二、三、四类地区、穿越段及海底管线;⑤可以达到高钢级≥X120,大壁厚≥40mm。它的局限性有:①直径一般在≤1422mm,受到板宽的限制;②UOE成型方式投资昂贵,JCOE成型方式适用于中型企业。③直径≤406mm时,制作上不够经济。


