


联系我们

当前位置:
鑫邦源特钢(漳州市分公司) >
漳州当地综合News
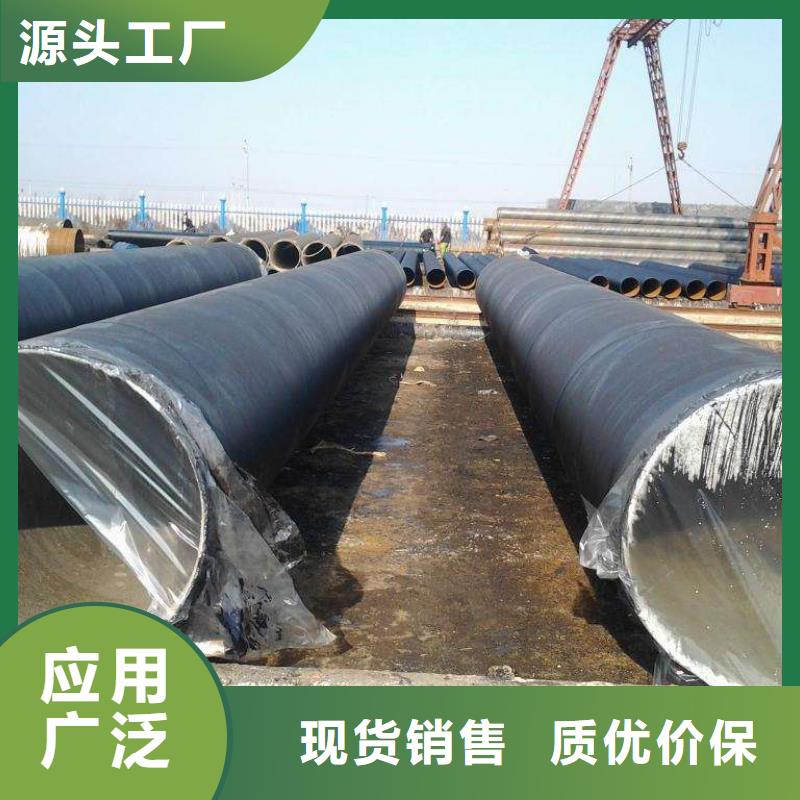
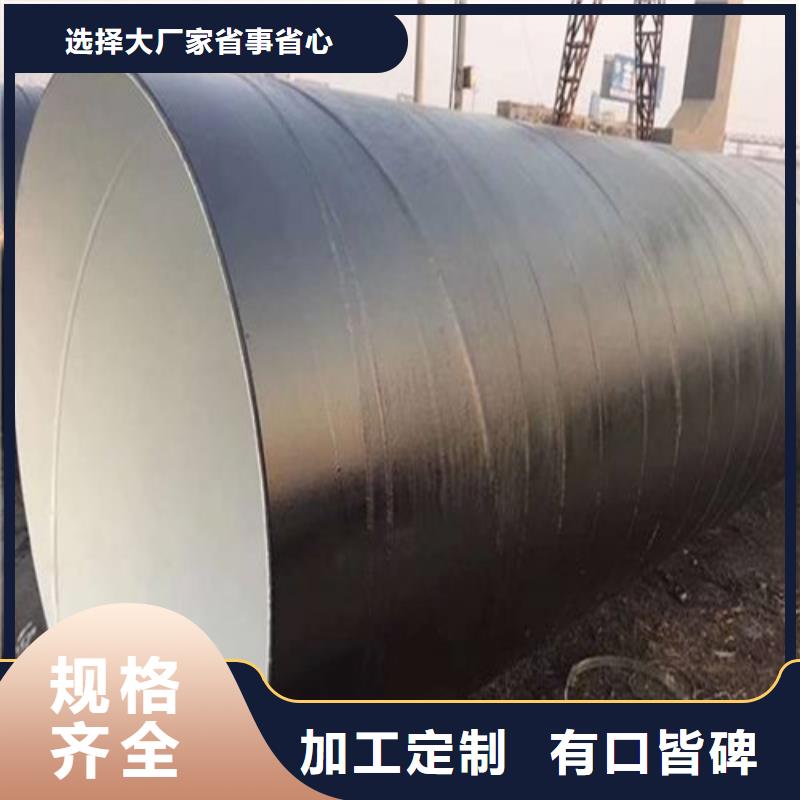
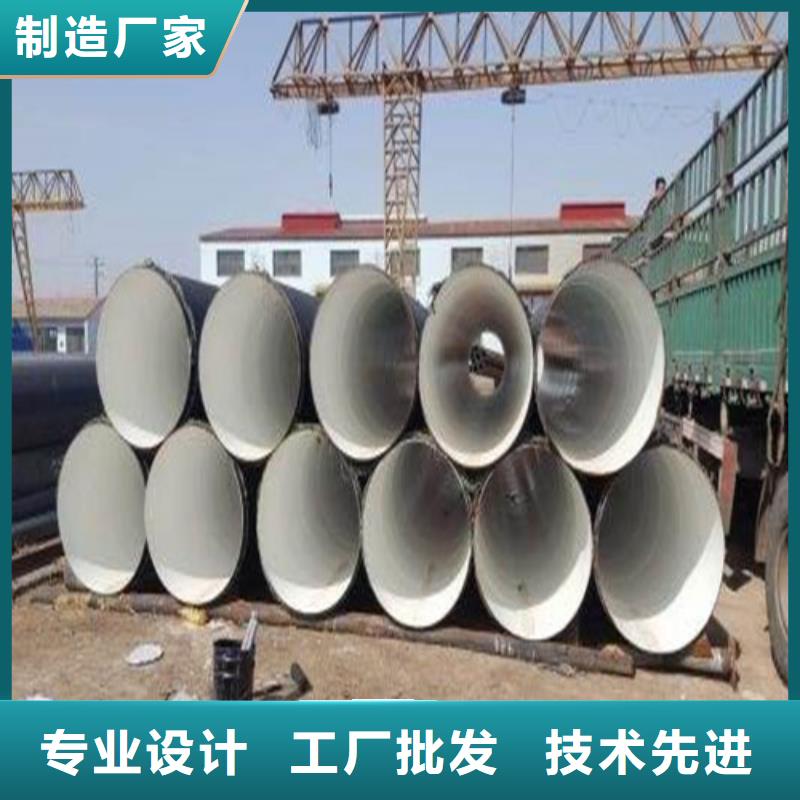
防腐钢管无缝管自有厂家
更新时间:2026-06-15 14:12:13 ip归属地:漳州,天气:大雨转中雨,温度:24-28 浏览次数:5 公司名称: 鑫邦源特钢(漳州市分公司)
以下是:福建省漳州市防腐钢管无缝管自有厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电联 |
| 发货期限 | 1-3天 |
| 供货总量 | 999 |
| 运费说明 | 协商 |
| 质量等级 | 一级 |
| 产品规格 | 齐全 |
| 发货城市 | 山东 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 适用领域 | 化工 |
| 是否进口 | 否 |
| 质量认证 | 国标 |
| 品牌 | 鑫邦源 |
| 产地 | 山东 |
| 范围 | 防腐钢管无缝管供应范围覆盖福建省、福州市、厦门市、泉州市、漳州市、龙岩市、宁德市、南平市、莆田市、三明市 芗城区、龙文区、云霄县、漳浦县、诏安县、长泰区、东山县、南靖县、平和县、华安县、龙海区等区域。 |
以下是:福建省漳州市防腐钢管无缝管自有厂家的图文视频


【鑫邦源】业务覆盖多元场景,提供以下产品和服务:长泰GB/T3087-2008 低压锅炉管、芗城石油套管、厦门无缝方管、南平40#精密钢管、龙岩冷拔钢管等。防腐钢管无缝管自有厂家,鑫邦源特钢(漳州市分公司)专业从事防腐钢管无缝管自有厂家,联系人:颜经理,电话:【18762195566】、【18762195566】,以下是防腐钢管无缝管自有厂家的详细页面。 福建省,漳州市 漳州市,简称“漳”,别称海滨邹鲁,水仙花之乡、中国女排娘家,沿海经济开放区,是中国较早实行对外开放的地区之一,海峡西岸经济区中心城市,三线城市。位于东经116°53′~118°09′,北纬23°32′~25°13′,地处闽南金三角南端。漳州全市陆地面积1.26万平方千米,海域面积1.86万平方千米。截至2022年10月,漳州辖4个市辖区、7个县,市政府驻芗城区。截至2022年末,漳州市常住人口506.8万人。
文字或许能描绘防腐钢管无缝管自有厂家产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!
以下是:福建漳州防腐钢管无缝管自有厂家的图文介绍

鑫邦源特钢(漳州市分公司)合作理念
团队至上 互为主次
鑫邦源特钢(漳州市分公司)把团队精神奉为员工合作的核心,但在公司的发展战略和目标实施过程中,每个员工无论职务大小,都可以发表自己的见解,直述自己的意见,而在具体事情的实施上,所有的员工都是你的配合者,从而使公司的发展更,目标更明确。


防腐管道的焊接和试验评,焊接性及其试验评定
1.焊接:通过加热或加压,加或不加填充材料,使两个物体进行原子间的结合形成不可分割的整体的工艺过程。
2.焊接性:指同质材料或异质材料在制造工艺条件下,能够焊接形成完整接头并满足预期使用要求的能力。
3.影响焊接性的四大因素是:材料,设计,工艺及服役环境。
4.评定焊接性的原则主要包括:①评定焊接接头产生工艺缺陷的倾向,为制定合理焊接工艺提供依据;②评定焊接接头能否满足结构使用性能的要求;设计新的焊接试验方法就符合下述原则:可比性,针对性,再现性和经济性。
5.碳当量:把钢中合金元素的含量按相当于若干碳含量折算并叠加起来,作为粗略评定钢材冷裂纹倾向的参数指标。
6.斜Y型坡口对接裂纹试验:目的是主要用于鉴定低合金高强钢 层焊缝和HAZ形成冷裂纹倾向,也可用于拟定焊接工艺。1)试件制备,被焊钢材板厚δ=9-38mm。对接接头坡口用机械方法加工,试板两端各在60mm范围内施焊拘束焊缝,采用双面焊。注意防止角变形和未焊透。保证中间待焊试样焊缝处有2mm间隙。2)试验条件:试验焊缝选用的焊条就与母材相匹配,所用焊条应严格烘干,焊条直径4mm,焊接电流(170±10)A,焊接电压(24±2)V,焊接速度(150±10)mm/min。试验焊缝可在各种不同温度下施焊,试验焊缝只焊一道,不填满坡口。焊后静置和自然冷却24h后截取试样和进行裂纹检测。3)检测与裂纹条率计算。用肉眼或手持5-10倍放大镜来检测焊缝和热影响区的表面和断面是否有裂纹。一般认为低合金钢“小铁研”试验表面裂纹率小于20%时,一般不产生裂纹。
7.插销试验:目的,主要评定钢材的氢致延迟裂纹倾向,附加其他设备,也可以测定再热裂纹敏感性和层状敏感性。1)试件制备,将被焊钢材加工或圆柱的插销试棒,沿轧制方向取样并注明插销在厚度方向的位置。试棒上端附近有环形或螺形缺口。将插销试棒插入底板相应的孔中,使带缺口一端与底板表面平齐。对于环形缺口的插销试棒,缺口与端面的距离a应使焊道熔深与缺口根部所截平面相切或相交,但缺口根部圆周被熔透的部分不得超过20%。对于低合金钢,a值在焊接热输入为E=15KJ/cm时为2mm。2)试验过程,按选定的焊接方法和严格控制的工艺参数,在底板上熔一层堆焊焊道,焊道中心线通过试样的中心,其熔深应使缺口 位于热影响区的粗晶区,焊道长度L约100-150mm。施焊时应测定800-500℃的冷却时值t8/5值,不预热焊接时,焊后冷却至100-150℃时加载;焊前预热时,应在高于预热温度50-70℃时加载。载荷应在1min之内且在冷却至100℃或高于预热温度50-70℃之前施加完毕。如有后热,应在后热之前加载。当试棒加载时,插销可能在载荷持续时间内发生断裂,记下承载时间。
1.焊接:通过加热或加压,加或不加填充材料,使两个物体进行原子间的结合形成不可分割的整体的工艺过程。
2.焊接性:指同质材料或异质材料在制造工艺条件下,能够焊接形成完整接头并满足预期使用要求的能力。
3.影响焊接性的四大因素是:材料,设计,工艺及服役环境。
4.评定焊接性的原则主要包括:①评定焊接接头产生工艺缺陷的倾向,为制定合理焊接工艺提供依据;②评定焊接接头能否满足结构使用性能的要求;设计新的焊接试验方法就符合下述原则:可比性,针对性,再现性和经济性。
5.碳当量:把钢中合金元素的含量按相当于若干碳含量折算并叠加起来,作为粗略评定钢材冷裂纹倾向的参数指标。
6.斜Y型坡口对接裂纹试验:目的是主要用于鉴定低合金高强钢 层焊缝和HAZ形成冷裂纹倾向,也可用于拟定焊接工艺。1)试件制备,被焊钢材板厚δ=9-38mm。对接接头坡口用机械方法加工,试板两端各在60mm范围内施焊拘束焊缝,采用双面焊。注意防止角变形和未焊透。保证中间待焊试样焊缝处有2mm间隙。2)试验条件:试验焊缝选用的焊条就与母材相匹配,所用焊条应严格烘干,焊条直径4mm,焊接电流(170±10)A,焊接电压(24±2)V,焊接速度(150±10)mm/min。试验焊缝可在各种不同温度下施焊,试验焊缝只焊一道,不填满坡口。焊后静置和自然冷却24h后截取试样和进行裂纹检测。3)检测与裂纹条率计算。用肉眼或手持5-10倍放大镜来检测焊缝和热影响区的表面和断面是否有裂纹。一般认为低合金钢“小铁研”试验表面裂纹率小于20%时,一般不产生裂纹。
7.插销试验:目的,主要评定钢材的氢致延迟裂纹倾向,附加其他设备,也可以测定再热裂纹敏感性和层状敏感性。1)试件制备,将被焊钢材加工或圆柱的插销试棒,沿轧制方向取样并注明插销在厚度方向的位置。试棒上端附近有环形或螺形缺口。将插销试棒插入底板相应的孔中,使带缺口一端与底板表面平齐。对于环形缺口的插销试棒,缺口与端面的距离a应使焊道熔深与缺口根部所截平面相切或相交,但缺口根部圆周被熔透的部分不得超过20%。对于低合金钢,a值在焊接热输入为E=15KJ/cm时为2mm。2)试验过程,按选定的焊接方法和严格控制的工艺参数,在底板上熔一层堆焊焊道,焊道中心线通过试样的中心,其熔深应使缺口 位于热影响区的粗晶区,焊道长度L约100-150mm。施焊时应测定800-500℃的冷却时值t8/5值,不预热焊接时,焊后冷却至100-150℃时加载;焊前预热时,应在高于预热温度50-70℃时加载。载荷应在1min之内且在冷却至100℃或高于预热温度50-70℃之前施加完毕。如有后热,应在后热之前加载。当试棒加载时,插销可能在载荷持续时间内发生断裂,记下承载时间。



。
钢套钢保温钢管输送油气要使用
目前在输送石油、天然气的过程中,使用了钢套钢保温钢管,就能够确保输送的。但是,钢套钢保温钢管的运用,并不是那么简单的。要知道,钢套钢保温钢管也是有各种材料制成的,而油气以及其他需要输送的物质,可能会和其中的某种材质产生化学反应。
一旦产生了化学反应,产生的后果可能是我们无法承受的。所以说,在选择钢套钢保温钢管的时候,一定要了解它的不同材质的特性,以及自己需要用钢套钢保温钢管输送的物体,与各种材质是否会产生化学反应,这样才能够做到使用钢套钢保温钢管。


防腐钢管无缝管自有厂家,鑫邦源特钢(漳州市分公司)为您提供防腐钢管无缝管自有厂家产品案例,联系人:颜经理,电话:【18762195566】、【18762195566】。