

对于【PE燃气管】BWFRP电缆保护套管定制定做产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:河北邯郸【PE燃气管】BWFRP电缆保护套管定制定做的图文介绍
使后改者少走弯路、少重复投入资金,形成全区铝型材企业一盘棋、齐心协力共改造的良好氛围。三措施推进全市“煤改气” 年内完成80%铝型材企业改燃工作 “佛山将总结三水区经验,分期分批推行铝型材行业清洁能源全替代。”王凯武介绍说,根据既定工作方案。煤改气PE燃气管整治范围包括全市157家铝型材企业。今年10月31日前,全市80%的铝型材企业要以电、天然气、液化石油气等清洁能源为燃料,2017年6月30日前,全市范围内所有铝型材企业完成清洁能源改造。不过,即使有三水区一批实施“煤改气”工程的企业以实际改造成效现身说法。
接下来佛山要在全市范围内推行铝型材行业改燃工作也依然不轻松。对此,王凯武表示,佛山将通过三大措施推进全市铝型材行业的改燃工作。一是以考核促整治。铝型材行业的改燃工作已纳入佛山市建设人民满意100项环保民生实事及环保“一岗双责”考核内容,全市各级部门必须将此列为重点工作。煤改气PE燃气管并想方设法完成。二是以服务促整治。例如为天然气管道用地审批开通绿色通道;加强与天然气公司沟通,对在短期内管网铺设不到的地方,考虑给企业其他出路等。三是以促整治。针对部分铝型材企业在改燃清洁能源工作上进展缓慢,特别是环境意识差、治理水平又不高的企业。
环保部门将纳入重点监管对象,并加大对其现场监察的频次;对未能按照要求在规定的时间内完成改燃清洁能源的,一律停产进行改造,完成改造燃用清洁能源后方能重新投入使用。同时,“希望各区乃至各镇街行业协会,充分发挥行业作用,组织会员企业进行参观学习、技术交流。以此企业的环保生产意识,加快整治进度。”王凯武说。煤改气PE燃气管凤谷工业炉集设计研发,生产销售,培训指导,售后服务一体化, 节能技术应用,每年为企业节省40%-70%的能源成本,主要产品加热炉,工业炉,节能炉,蓄热式炉,垃圾气化处理设备。
煤改气PE燃气管锅炉煤改气补贴政策内容如下为切实做好天然气用气气价补贴确认工作,现将有关事项公布如下:锅炉煤改气补贴政策---采吸用气量及气价补贴确认未使用天然气燃料的用户不进行用气量确认。由当地《办事处)组织,区委、村委(社区)与用户共同进行用气量确认。煤改气PE燃气管确认手续原件由当地区委、村委(社区)保存,确认手续上必须有用户签字《统计表参考格式附后)。区委、村委《社区)根据用户用气量确认数据,计算其气价补贴(凡用气量高于或等于1120立方米的,按1120元计算:用气量低于1120立方米的,按实际用气量以每方1元进行计算)。
接下来佛山要在全市范围内推行铝型材行业改燃工作也依然不轻松。对此,王凯武表示,佛山将通过三大措施推进全市铝型材行业的改燃工作。一是以考核促整治。铝型材行业的改燃工作已纳入佛山市建设人民满意100项环保民生实事及环保“一岗双责”考核内容,全市各级部门必须将此列为重点工作。煤改气PE燃气管并想方设法完成。二是以服务促整治。例如为天然气管道用地审批开通绿色通道;加强与天然气公司沟通,对在短期内管网铺设不到的地方,考虑给企业其他出路等。三是以促整治。针对部分铝型材企业在改燃清洁能源工作上进展缓慢,特别是环境意识差、治理水平又不高的企业。
环保部门将纳入重点监管对象,并加大对其现场监察的频次;对未能按照要求在规定的时间内完成改燃清洁能源的,一律停产进行改造,完成改造燃用清洁能源后方能重新投入使用。同时,“希望各区乃至各镇街行业协会,充分发挥行业作用,组织会员企业进行参观学习、技术交流。以此企业的环保生产意识,加快整治进度。”王凯武说。煤改气PE燃气管凤谷工业炉集设计研发,生产销售,培训指导,售后服务一体化, 节能技术应用,每年为企业节省40%-70%的能源成本,主要产品加热炉,工业炉,节能炉,蓄热式炉,垃圾气化处理设备。
煤改气PE燃气管锅炉煤改气补贴政策内容如下为切实做好天然气用气气价补贴确认工作,现将有关事项公布如下:锅炉煤改气补贴政策---采吸用气量及气价补贴确认未使用天然气燃料的用户不进行用气量确认。由当地《办事处)组织,区委、村委(社区)与用户共同进行用气量确认。煤改气PE燃气管确认手续原件由当地区委、村委(社区)保存,确认手续上必须有用户签字《统计表参考格式附后)。区委、村委《社区)根据用户用气量确认数据,计算其气价补贴(凡用气量高于或等于1120立方米的,按1120元计算:用气量低于1120立方米的,按实际用气量以每方1元进行计算)。



焊接质量检验及注意事项连接完成后,应对接头进行的翻边对称性、接头对正性检验和不少于10%的翻边切除检验。翻边对称性检验和接头对正性检验是外观检查的基本方法,也是比较简便和实用的方法。翻边切除检验操作相对复杂,需要专业工具和熟练的操作人员。翻边切除检验应符合下列要求:①翻边应是实心圆滑的,根部较宽。②翻边下侧不应有杂质、小孔、扭曲和损坏。③每隔50mm进行180°的背弯试验,不应有开裂、裂缝,接缝处不得露出熔合线。当抽样检验的焊缝全部合格时,则此次抽样所代表的该批焊缝应认为全部合格;否则应按下列规定加倍抽样检验:①除不合格焊缝需切除重焊外(不能进行修补),每出现一道不合格焊缝,则应加倍抽检该焊工所焊的同一批焊缝。
按本规程进行检验。②如第二次抽检仍出现不合格焊缝,则应对该焊工所焊的同批全部焊缝进行检验。2.8非开挖施工方法在施工中的应用非开挖施工方法近年来在市政工程中得到了越来越多的应用,但因其属隐蔽工程,施工过程中常常发生损坏其他地下设施的。明确提出非开挖施工的合格标准为:桩号偏差≤1m,管位偏差≤0.5m,高程偏差≤0.2m;顶管过程中不应对地下管线及构筑物造成破坏;拖管过程中管腔不应进泥浆;管体不得产生严重变形,管体划伤深度不得超过壁厚的10%;钢管拖管过程中不应对防腐层造成破坏;PE管示踪线不应断裂。要求非开挖施工的施工组织设计中必须有“图纸会审”部分,应包含以下内容:①管道起止点位置、管位、 管道深度、管材、长度。
采用这种加工法的材料一般被粉碎成粉末料,使其在热循环中熔融并流动。滚塑使用两类PE:通用和可交联类。通用级MDPE/HDPE通常的密度范围从0.935到0.945g/CC,具有窄MWD,使产品具有高冲击性和小的翘曲,其熔体指数范围一般为3—8。更高MI品级通常不适用,因为它们不具备滚塑制品希望的冲击性和抗环境应力开裂性。高性能滚塑应用系利用其化学可交联品级的独特性能。这些品级在模塑周期的 段,流动性好,而后交联以形成其卓越的抗环境应力开裂性、韧性。耐磨性和耐气候性。可交联PE适用于大型容器,范围从500-gal运输各种化学品储罐到20,000-gal农用储箱。
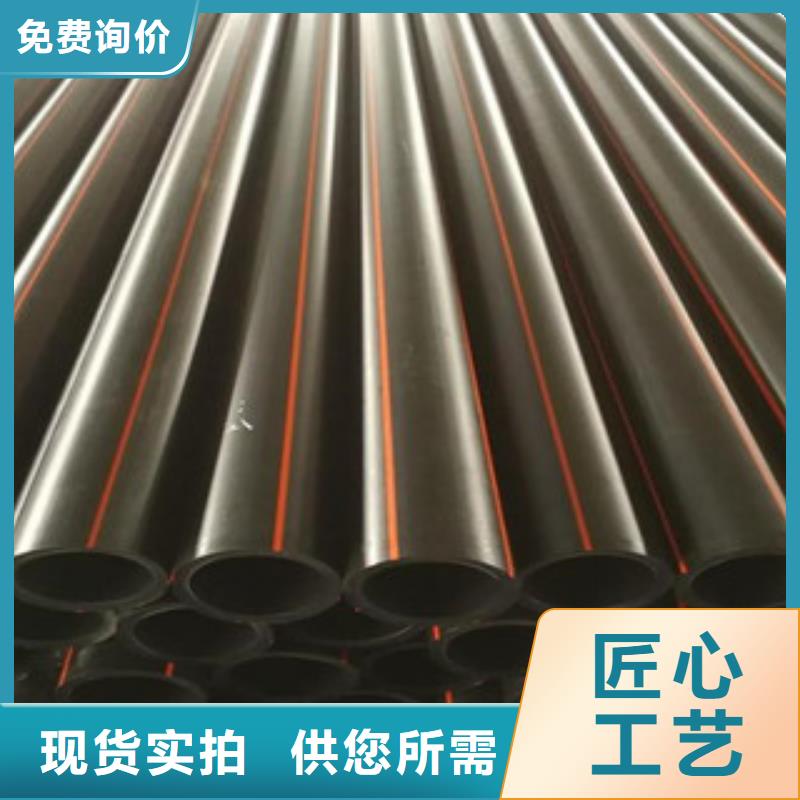
PE燃气管是一种燃气用专用管道。用金属燃气管软管来取代传统的卡扣方式橡胶软管,可以解决橡胶管易脱落、易老化、易虫咬、使用寿命短的缺陷。燃气管特点:具有安装方便、连接可靠、耐腐蚀、不堵气、柔软性好、使用寿命长,可以任意弯曲而不变形、不阻气等特点。表面软性防护层材料具有更、更易清洁、美观的特点,不锈钢螺纹连接金属软管使用年限为8年。PE燃气管目前中国的市政管材市场,塑料管道正在稳步发展,PE燃气管、PP-R燃气管、UPVC燃气管都占有一席之地,其中PE管强劲的发展势头为令人瞩目,其使用领域也十分的广泛。燃气管安装好后,要妥善保护(特别在贴瓷砖时),不得私自拆、动、碰、砸、挤、压燃气管,以保证燃气管的完好无破损。
按本规程进行检验。②如第二次抽检仍出现不合格焊缝,则应对该焊工所焊的同批全部焊缝进行检验。2.8非开挖施工方法在施工中的应用非开挖施工方法近年来在市政工程中得到了越来越多的应用,但因其属隐蔽工程,施工过程中常常发生损坏其他地下设施的。明确提出非开挖施工的合格标准为:桩号偏差≤1m,管位偏差≤0.5m,高程偏差≤0.2m;顶管过程中不应对地下管线及构筑物造成破坏;拖管过程中管腔不应进泥浆;管体不得产生严重变形,管体划伤深度不得超过壁厚的10%;钢管拖管过程中不应对防腐层造成破坏;PE管示踪线不应断裂。要求非开挖施工的施工组织设计中必须有“图纸会审”部分,应包含以下内容:①管道起止点位置、管位、 管道深度、管材、长度。
采用这种加工法的材料一般被粉碎成粉末料,使其在热循环中熔融并流动。滚塑使用两类PE:通用和可交联类。通用级MDPE/HDPE通常的密度范围从0.935到0.945g/CC,具有窄MWD,使产品具有高冲击性和小的翘曲,其熔体指数范围一般为3—8。更高MI品级通常不适用,因为它们不具备滚塑制品希望的冲击性和抗环境应力开裂性。高性能滚塑应用系利用其化学可交联品级的独特性能。这些品级在模塑周期的 段,流动性好,而后交联以形成其卓越的抗环境应力开裂性、韧性。耐磨性和耐气候性。可交联PE适用于大型容器,范围从500-gal运输各种化学品储罐到20,000-gal农用储箱。
PE燃气管是一种燃气用专用管道。用金属燃气管软管来取代传统的卡扣方式橡胶软管,可以解决橡胶管易脱落、易老化、易虫咬、使用寿命短的缺陷。燃气管特点:具有安装方便、连接可靠、耐腐蚀、不堵气、柔软性好、使用寿命长,可以任意弯曲而不变形、不阻气等特点。表面软性防护层材料具有更、更易清洁、美观的特点,不锈钢螺纹连接金属软管使用年限为8年。PE燃气管目前中国的市政管材市场,塑料管道正在稳步发展,PE燃气管、PP-R燃气管、UPVC燃气管都占有一席之地,其中PE管强劲的发展势头为令人瞩目,其使用领域也十分的广泛。燃气管安装好后,要妥善保护(特别在贴瓷砖时),不得私自拆、动、碰、砸、挤、压燃气管,以保证燃气管的完好无破损。



润星电力管材(邯郸市分公司)是一家集工艺研发、设备生产、设备销售于一体的 mpp电力管研发生产企业。拥有一批具有丰富经验的研发销售团队和一支技术过硬的生产组装团队。主要生产 mpp电力管。
我们经秉承不断自我完善,以新科技、高标准、高质量来严格管理公司。打破原有 mpp电力管的技术与功能,从外观到内部配件及所有功能,以的设计、优惠的价格、优质的售后服务来实现于用户合作共赢。


PE管的法兰连接,将相同压力等级的活套钢法兰片套在管道上,塑料法兰头和管材的连接可采用电熔连接和热熔连接。连接管材长度应,当紧固螺栓时,不应使管道产生轴向拉力,校直两对应的连接件,使连接的两片钢法兰片垂直于管道轴线,表面相互平行。PE管道接口处密封圈,采用耐热、、耐老化的弹性垫圈,应使用相同规格的螺栓,安装方向一致。螺栓应对称紧固,紧固好的螺栓应露出螺母之外,宜齐平,法兰连接部位应设置支、吊架。
PE管钢塑转换连接。产品品种:丝扣式和焊接式。产品特点:塑料端采用优质进口PE原料生产,钢管端选用符合国标要求的材料,采用喷塑防腐处理,以确保与PE管道达到相同使用寿命。PE端采用电熔式热熔对接连接,钢管段与钢管采用焊接,焊接时应注意采取降温处理。丝扣连接:与相同规格的内丝或外丝连接。
PE燃气管电熔连接:管材或管件的连接部位插入內埋电阻丝的专用电熔管件内,通电加热,使连接部位熔融,连接成一体的连接方式。适用于32-315管材连接。电熔连接中需要焊机输出电压稳定,符合连接要求,管件与PE燃气管连接操作规范,焊机与电熔管件的连接要正确。
测量并用记号笔在管材上标插入管件的深度或焊接区域(如鞍型管件)注意管材端面垂直于轴线截开。PE管焊接前必须将焊接区的氧化层完全,管材与管件的焊接表面必须 干净 干燥 无油污。将管材焊接端插入接口至管件的限住肩或主管材上的标记深度,管件必须在无应力条件下与管材安装在一起,将焊机插头接入管件插孔,准确输入管件上标定的焊接时间和冷却时间。或直接扫描条形码输入焊接参数。准备工作就绪后,按确认键,焊机会再次显示焊接参数,完全确认后,再按启动键开始焊接,焊接结束后会自动报警提示,焊接程序结束。
由于各个场地条件的不同,会导致移动夹具(包括拖动PE 管) 的摩擦阻力各不相同。在实际施工中应考虑这个摩擦阻力,它与工艺参数压力(说明书中规定的压力) 叠加在一起得到实际使用压力。管材在夹具中夹好后,慢慢移动夹具,此时测得的力为拖拉力,可由压力表读出,做好记录。正常情况下预热时间约为20 分钟,加热板温度达到设定值后,放入机架,施加压力Pa1 (即拖拉力和说明书中规定的压力之和) ,直到两边小卷边达到规定宽度时压力减小到规定值Pa2 (使管端面与加热板之间刚好保持接触) ,进行吸热,见图3。吸热时间满足后,退开活动架,迅速取出加热板,然后合拢两管端。切换时间(tu) 应尽可能短,不能超过规定值。冷却到规定的时间后,卸压,松开卡瓦,取出连接完成的管材,用笔在焊口处标明编号和焊工标记,准备下一接口的焊接。如图4 为焊接完成后的效果图。
PE管钢塑转换连接。产品品种:丝扣式和焊接式。产品特点:塑料端采用优质进口PE原料生产,钢管端选用符合国标要求的材料,采用喷塑防腐处理,以确保与PE管道达到相同使用寿命。PE端采用电熔式热熔对接连接,钢管段与钢管采用焊接,焊接时应注意采取降温处理。丝扣连接:与相同规格的内丝或外丝连接。
PE燃气管电熔连接:管材或管件的连接部位插入內埋电阻丝的专用电熔管件内,通电加热,使连接部位熔融,连接成一体的连接方式。适用于32-315管材连接。电熔连接中需要焊机输出电压稳定,符合连接要求,管件与PE燃气管连接操作规范,焊机与电熔管件的连接要正确。
测量并用记号笔在管材上标插入管件的深度或焊接区域(如鞍型管件)注意管材端面垂直于轴线截开。PE管焊接前必须将焊接区的氧化层完全,管材与管件的焊接表面必须 干净 干燥 无油污。将管材焊接端插入接口至管件的限住肩或主管材上的标记深度,管件必须在无应力条件下与管材安装在一起,将焊机插头接入管件插孔,准确输入管件上标定的焊接时间和冷却时间。或直接扫描条形码输入焊接参数。准备工作就绪后,按确认键,焊机会再次显示焊接参数,完全确认后,再按启动键开始焊接,焊接结束后会自动报警提示,焊接程序结束。
由于各个场地条件的不同,会导致移动夹具(包括拖动PE 管) 的摩擦阻力各不相同。在实际施工中应考虑这个摩擦阻力,它与工艺参数压力(说明书中规定的压力) 叠加在一起得到实际使用压力。管材在夹具中夹好后,慢慢移动夹具,此时测得的力为拖拉力,可由压力表读出,做好记录。正常情况下预热时间约为20 分钟,加热板温度达到设定值后,放入机架,施加压力Pa1 (即拖拉力和说明书中规定的压力之和) ,直到两边小卷边达到规定宽度时压力减小到规定值Pa2 (使管端面与加热板之间刚好保持接触) ,进行吸热,见图3。吸热时间满足后,退开活动架,迅速取出加热板,然后合拢两管端。切换时间(tu) 应尽可能短,不能超过规定值。冷却到规定的时间后,卸压,松开卡瓦,取出连接完成的管材,用笔在焊口处标明编号和焊工标记,准备下一接口的焊接。如图4 为焊接完成后的效果图。


