以下是:香港复合耐磨钢板耐候锈钢板厂家现货供应的产品参数
| 产品参数 |
|---|
| 产品价格 | 600/平米 |
|---|
| 发货期限 | 1天 |
|---|
| 供货总量 | 50000 |
|---|
| 运费说明 | 电议 |
|---|
| 小起订 | 1平方 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 多麦金属 |
|---|
| 产品规格 | 1400*3400 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 支持 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 矿山 机械 水泥 火电厂 |
|---|
| 范围 | 复合耐磨钢板耐候锈钢板供应范围覆盖香港等区域。 |
|---|
以下是:香港复合耐磨钢板耐候锈钢板厂家现货供应的图文视频
复合耐磨钢板耐候锈钢板厂家现货供应,【多麦金属】高锰耐磨耐候钢板生产厂家(香港分公司)专业从事复合耐磨钢板耐候锈钢板厂家现货供应,联系人:朱经理,电话:【19963572572】、【19963572572】,以下是复合耐磨钢板耐候锈钢板厂家现货供应的详细页面。 香港特别行政区 香港自古以来就是中国的领土,1842~1997年曾受英国殖民统治。二战以后,香港经济和社会迅速发展,跻身“亚洲四小龙”行列,成为全球富裕、经济发达和生活水准的地区之一。1997年7月1日,中国政府对香港恢复行使主权,香港特别行政区成立。中央政府对香港拥有管治权,香港保持原有的资本主义制度长期不变,并享受外交及国防以外所有事务的高度自治权,以“中国香港”的名义参加国际组织和国际会议。“一国两制”、“港人治港”、高度自治是中国政府的基本国策。
为了给您提供更的复合耐磨钢板耐候锈钢板厂家现货供应产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:香港复合耐磨钢板耐候锈钢板厂家现货供应的图文介绍
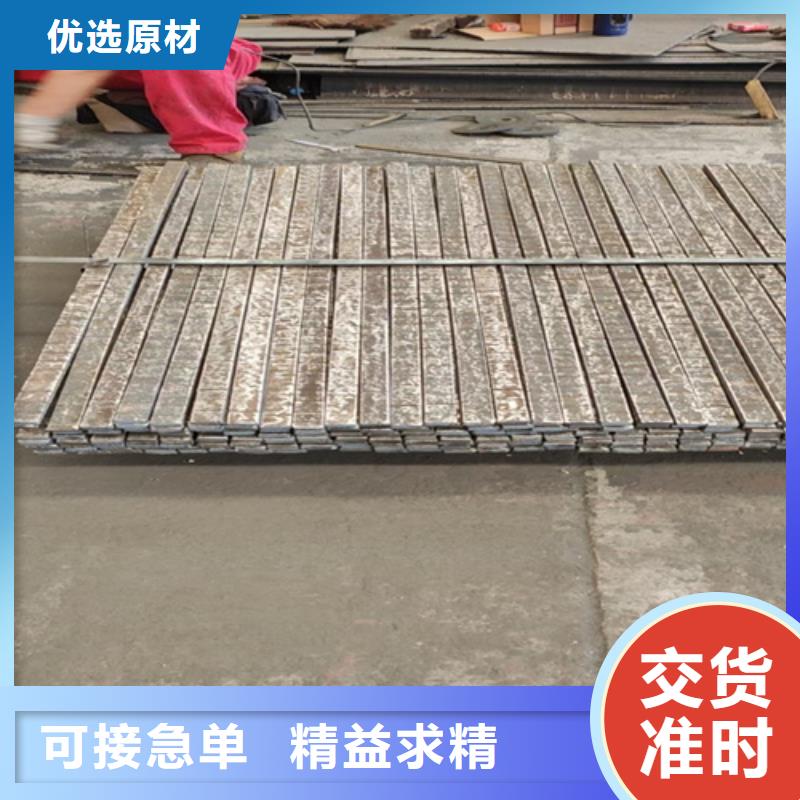
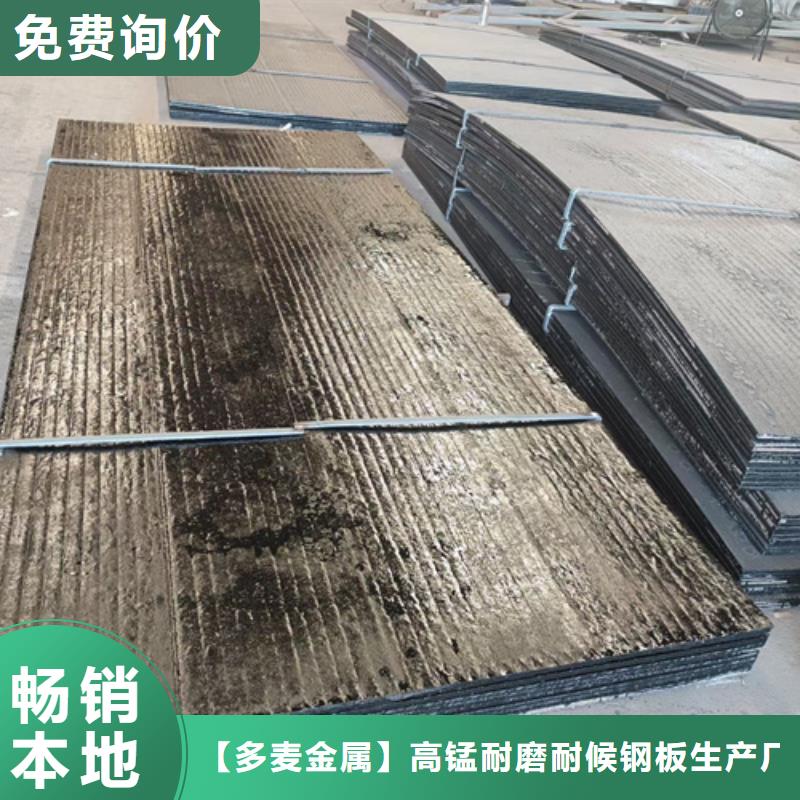
【多麦金属】高锰耐磨耐候钢板生产厂家(香港分公司) 堆焊耐磨板远销全国各地,本公司丰厚的 堆焊耐磨板现货资源,严格的出入库核检程序,完善的配送体系,为满足新老客户的需求创造了良好的服务体系。
原则: 堆焊耐磨板诚信为本、精诚合作、立足长远、永续经营。目标:优质的质量、优质的服务、优质的效益、优质的 堆焊耐磨板品牌。宗旨: 堆焊耐磨板用户的需要就是我们的责任、让用户放心就是我们的目标。



在生产中比较容易出现外折叠缺陷,影响产品质量,需要加以控制。分析后发现,外折叠有多种元素偏析造成氧化质点,有折叠带,折叠中部有氧化物,在外折叠中存在过量的Al、香港当地Mg、香港当地Ca、香港当地S、香港当地P、香港当地Mn、香港当地Si元素,特别是在晶界处有20μm左右的脆性夹杂物SiO2和硅酸盐,出现沿晶断裂,而上述脆性夹杂物是外折叠形成的主要原因。针对37Mn5复合弯管钢管外折叠生,进一步跟踪分析得出连铸坯生产存在严重的脆性夹杂物。其解决措施为:转炉冶炼工序:1)一次拉碳命中,避免后吹,终点碳控制>0.10%;2)提高转炉挡渣效果,严格控制下渣量,出港过程采用挡渣,出钢后钢包顶渣厚度<50mm;3)采用双渣法操作,控制钢水的磷含量。双金属弯管连铸工序:1)采用钢包、香港当地中间包保护浇铸并吹氩密封,实现无氧化保护浇铸;2)浇铸温度:中间热度在20℃以内;3)采用结晶器液面制动控制、香港当地电磁搅拌;4)采用保护渣,铸坯表面质量。精整工序:为降低白点造成氢致裂纹,应对钢坯和棒材采用缓冷工艺。复合耐磨钢板



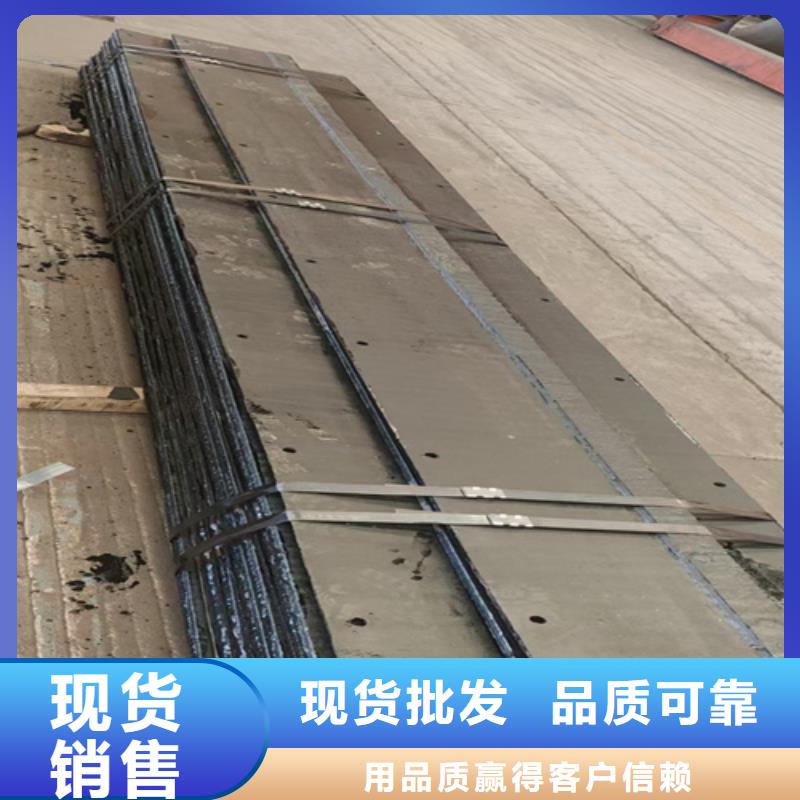
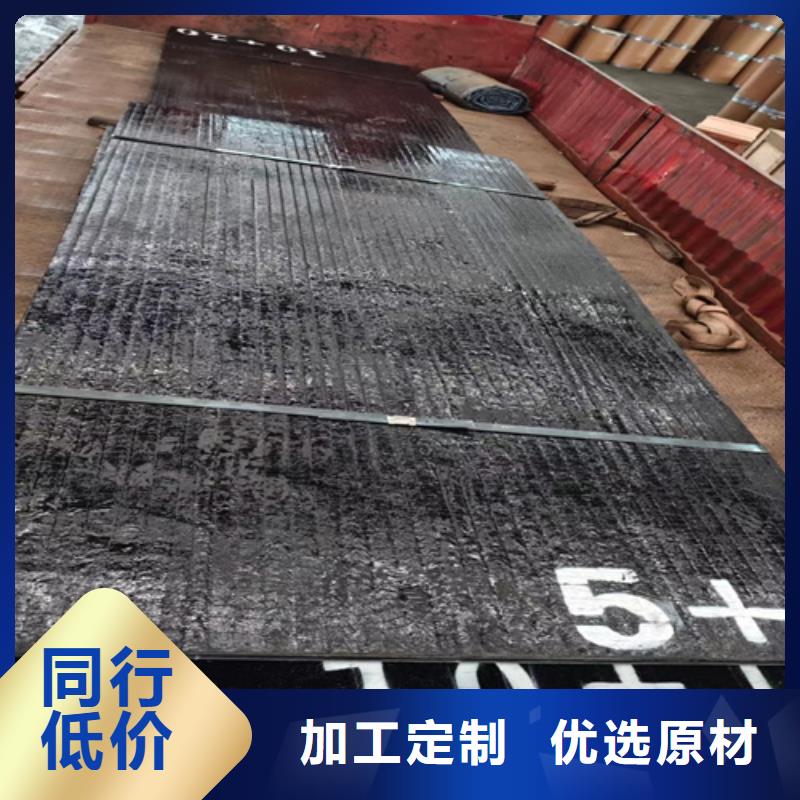
堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、香港送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板


磨损分析2.1受力分析钻箱在运动过程中受偏载力的现象很严重,而且导向板接触面上受到的力很不均匀,且从中部到下边缘的力从零均匀增加到大值q。由于导向板边缘受到的力大,且在运动过程中存在很严重的磨粒磨损现象,导致导向板的边缘很容易受到磨损。接触面上的摩擦系数如增大,载荷和比压也都会随着增大,磨损现象也会加重;但是当材料发生变化时,其受到的载荷和比压也都不同。可见如在同样的工况下,导向板的材料因素是影响其磨损速度的主要原因。经过力学方面的分析,可以得出如在同样的工况下,材料的力学性能和是影响导向板磨损速度的主要因素。2.2分析使用布氏硬度机,检测现有导向板材料和钻架主体材料的HB值。可以测出现有导向板材料的HB平均值为110,而钻架主体材料的HB平均值为200,后者的硬度是前者硬度的1.7倍,为典型的软材料和硬材料的配对摩擦副。现役导向板材料与钻架主体材料的硬度差很大,很可能是导致现有导向板材料不足的重要原因。复合耐磨钢板



复合耐磨钢板耐候锈钢板厂家现货供应_【多麦金属】高锰耐磨耐候钢板生产厂家(香港分公司),固定电话:【19963572572】,移动电话:【19963572572】,联系人:朱经理,经济技术开发区创业大厦B塔310。