


联系我们

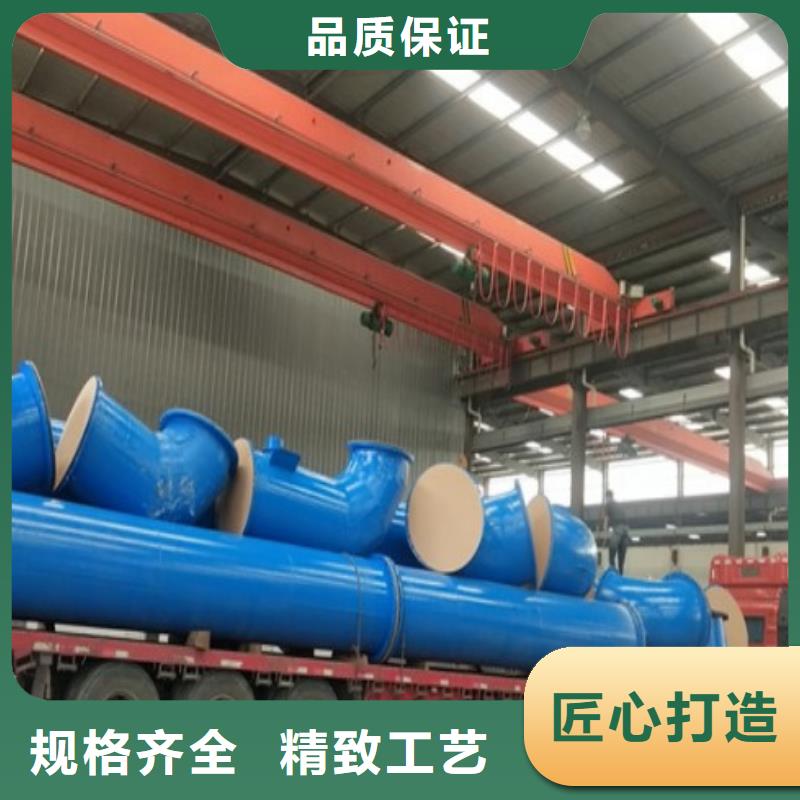
衬塑管泥浆管道用途广泛
更新时间:2026-06-17 05:34:56 ip归属地:防城港,天气:暴雨,温度:24-29 浏览次数:4 公司名称: 管业(防城港市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 340 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 河南洛阳 |
| 主要材料 | 碳钢/20# |
| 衬里材质 | PE或PO粉未 |
| 衬里厚度 | 2.5-10mm |
| 规格型号 | 支持订制 |
| 生产工艺 | 热滚塑工艺 |
| 范围 | 衬塑管泥浆管道供应范围覆盖广西省、桂林市、南宁市、柳州市、梧州市、北海市、钦州市、贵港市、玉林市、百色市、贺州市、河池市、来宾市、崇左市、防城港市 港口区、防城区、上思县、东兴市等区域。 |






衬塑钢管的特点:
我公司的改性、增强、增韧级衬塑钢管具有整体次成型无焊缝、、钢性好、强度、耐温、氧化性强、化学性能稳定、不存在环境应力开裂、电压、耐电弧性很好、耐老化、收缩率小(几乎接近零)、产品表面光泽度好等优点。衬塑钢管介质工作温度:-15℃~100℃
1、衬塑管产品采用的滚塑工艺整体次成型;
2、衬塑钢管衬里致密度,整体性强,无内应力;
3、衬塑钢管无接头,无焊缝;
4、衬塑钢管不脱落,不龟裂;
5、衬塑钢管无气泡,钢塑间无空隙,耐负压;
6、衬塑钢管耐腐蚀,耐压,机械强度;耐老化,耐磨损,使用温度范围广;
7、衬塑钢管形状钢件、非标件均可衬;
8、衬塑钢管安装容易,连接方式可靠快捷,维修方便,安装过程中需加长或裁短均可现场衬,如初;
9、衬塑钢管性,无污染,节能环保;
10、衬塑钢管规格系列,配套齐全,适用范围广泛,规格品种齐全。
衬塑钢管的应用范围:
广泛用于化工、电力、冶金、食品等行业业的介质输送及环保处理系统以及饮水工程及给排水工程。
煤炭工业的应用:煤粉、水煤浆的输送,矿井的送风、排风、排水系统、脱硫系统。
化工行业的应用:强酸、强碱等腐蚀介质的输送,盐化工的卤水、盐浆、原盐的输送。
石油开采的应用:原油输送,天然气集输,污水回灌。
冶金工业的应用:焦炭粉、矿粉、矿浆及冶炼油废渣的输送。
矿山行业应用:浆体输送管道、煤矿井下压供水、供气管线。
疏浚工程的应用:江、河、湖、港口、码头等清淤工程输送泥沙。
海洋工程的应用:海水淡化中输送海水、淡水。
市政工程的应用:污水处理、生活供水及煤气、天然气输送。


无缝衬塑管
无缝衬塑钢管的制作 按塑胶与基体结合的工艺,钢塑复合中空材料包括钢涂塑或钢衬塑。钢涂塑指塑胶喷涂在钢构件的外表面,层厚较厚,般在1-5mm之间;钢衬塑指钢构容器内表面添加层塑胶,层厚在5-10mm以上。工艺有塑板(塑管)胶粘复合、喷涂、滚塑涂等。
埋腐技术是应用於钢构件外表面的涂塑防腐技术。它的工艺是这样的:将钢构件用火均匀加热,大致整体温度达到180℃,把它埋在塑胶粉末堆,由钢铁放热吸附塑胶粉末,约钟後,在钢构件表面形成层约与钢板等厚的塑胶层;取出工件,表面有层未熔融粉粒,用火对其扫描式加热,使之熔融成光滑的表面层。
对与产品配套的管道、管件内衬塑也可用此法。把工件均匀加热到180℃,把塑胶粉末灌满内腔,数分钟後把未熔塑胶粉末倒出来,在工件外表用火把加热,让它全部熔融,形成内表光滑的塑胶层。
上述以防护为目的的涂、衬塑,对小工件适用,但对大口径管道、大容积容器的内衬就不适合,主要原因是塑胶层在冷却收缩时产生的内聚应力,往往大於塑胶与钢铁的粘结力,会出现钢塑介面分离。而钢塑复合材料增加钢网,把整体塑胶层的收缩内聚应力分散在网格小范围内,加上钢网焊接在钢板上,就不会因塑胶收缩而引起钢塑介面分离。



管业(防城港市分公司)以优良的品质,丰富的 MPP管道产品种类,为客户创造价值
业务范围:公司业务涉及各种特种 MPP管道,更有强大的技术团队提供符合各国标准的 MPP管道。
包装方式:可选常规包装,中性包装,木箱包装
合作方式:对于长期批量客户,可选择来料加工 ,或者共同探讨更具价值的合作方法。


钢衬塑管道插口形式介绍钢衬塑管道的联接般选用扩口式插口和内胀式插口套筒连接及其双热融插口联接。扩口式插口构造扩口式插口是以可锻铸铁或球墨铸件为行为主体材料,由里衬管材体(轴套)、螺丝帽或地脚螺栓、外螺纹环或扩口压兰、密封剂圈构成,选用拧紧螺丝帽或压兰的方法使管材收拢,做到管材内表层与里衬管材体上密封剂圈产生斜侧密封性联接的金属管件联接。
衬塑管道的滚塑介绍如下:
衬塑管道轧辊的圆周速度应控制在每分钟40转以内,但不小于每分钟2转。般来说,管径越大,速度越慢。
停车时,取下密封面工装后,第次找平(用冷胎压平),冷却塑料层,使密封面光亮、光滑、凝固。冷却时必须转动,防止局部温度过和流量过大影响使用和美观。
法兰角等厚处可采用湿布、喷淋等方法在外部快速冷却。局部冷却速度不宜太快,冷却水不宜接触衬板,防止衬板收缩过大,造成分层或剥离。时间般不超过2min,轧制机架上的转速应小于30RPM。


