以下是:江苏省常州市【绗磨管】缸筒加工厂种类多质量好的产品参数
以下是:江苏省常州市【绗磨管】缸筒加工厂种类多质量好的图文视频
【安达珩磨管】为您提供
武进硬轴、
钟楼316不锈钢珩磨管、
扬州气缸缸筒、
宿迁调质镀铬棒、
徐州镀铬棒、
南京304不锈钢珩磨管等多元产品与服务。
【绗磨管】缸筒加工厂种类多质量好,
珩磨管液压机械(常州市分公司)为您提供
【绗磨管】缸筒加工厂种类多质量好的资讯,联系人:
高经理,电话:
【13184177133】、【13184177133】。 江苏省,常州市 常州市,别称龙城,是江苏省辖地级市,长江三角洲中心区城市,地处中国华东地区、江苏省南部、太湖西北岸,介于东经119°08'~120°12’,北纬31°09'~32°04’之间,东与无锡市相邻,西与南京市、镇江市接壤,南与无锡市、安徽省宣城市交界,全市总面积4385平方千米。截至2022年末,常州市常住人口536.62万人,全市下辖5个区,代管1个县级市。
【绗磨管】缸筒加工厂种类多质量好的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:江苏常州【绗磨管】缸筒加工厂种类多质量好的图文介绍

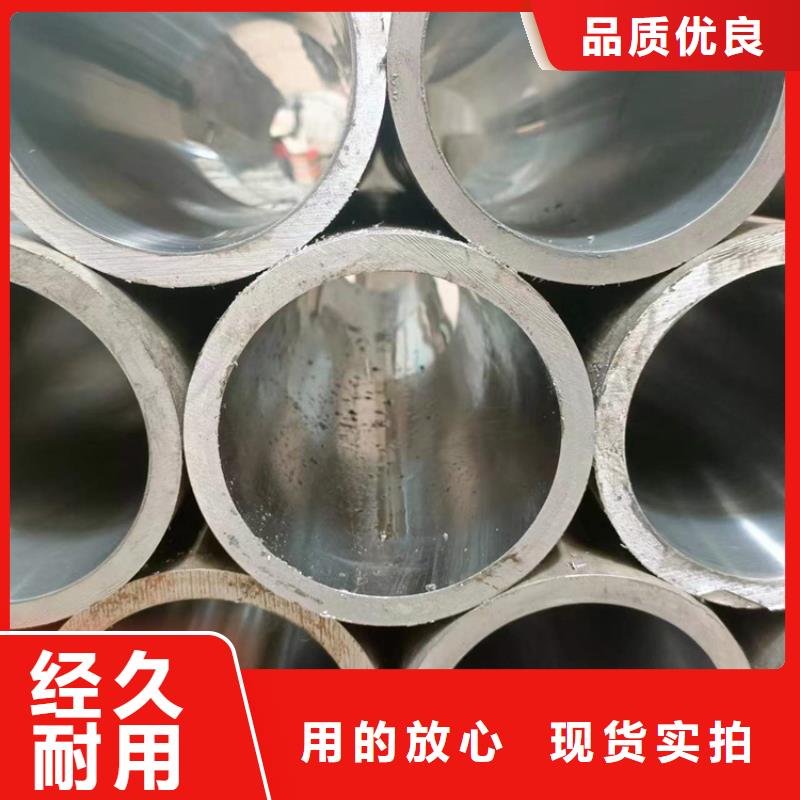
江苏常州企业旺旺珩磨管绗磨管油缸管 质量是产品的前提,只有质量好了,才是服务客户的根本,所以,对液压油缸管 表面的缺陷进行的修复,是我们对客户的 承诺 45#绗磨管在淬火后加高温回火是调质 调质处理是热处理的一种工艺,是指绗磨管在淬火后加高温回火.目的是使45#绗磨管调质后的零件具有优良的综合机械性能.关于调制处理工艺的加温时间保温时间冷却速度冷却介质等,要看具体的材料,具体零件的技术要求来决定。耐磨铸铁、合金铸铁由于铸件壁厚不均匀,在加热,冷却及相变过程中,会产生效应力和组织应力。另外大型零件在机加工之后其内部也易残存应力,所有这些内应力都必须。去应力退火通常的加热温度为500~550℃保温时间为2~8h,然后炉冷(灰口铁)或空冷(球铁)。采用这种工艺可铸件内应力的90~95%,但铸铁组织不发生变化。若温度超过550℃或保温时间过长,反而会引起石墨化,使铸件强度和硬度降低。


江苏常州企业旺旺珩磨管绗磨管油缸管小口径绗磨管麻点缺陷处理 在加工之前表面会有很多的麻点,这是影响小口径绗磨管质量的重要因子,要想经过绗磨后获得质量好的液压油缸管 ,就需要对这些麻点进行修复。那么,小口径绗磨管表面缺陷的修复方法有哪些呢?1.加大冷拔变形量增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。2.优选热轧管坯料冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。3.热轧管内孔缺陷清理。



珩磨管液压机械(常州市分公司)是一家以生产 缸筒为主的厂家、以客户需求为发展的根本,保障服务质量,不断提高发展技术和服务领域,为客户提供便捷、优质、的服务。 一贯秉承、便捷、优质、的服务理念,全体职工发扬“团结、奋发、、奉献“的精神,以“保证质量、用户满意“作为永恒的追求和郑重的承诺,愿以先进的技术、优良的设备、科学的管理,竭诚为广大客户提供省时、省力、省钱、、快捷、方便的优质服务。愿在您的信任和大力支持下共创美好明天


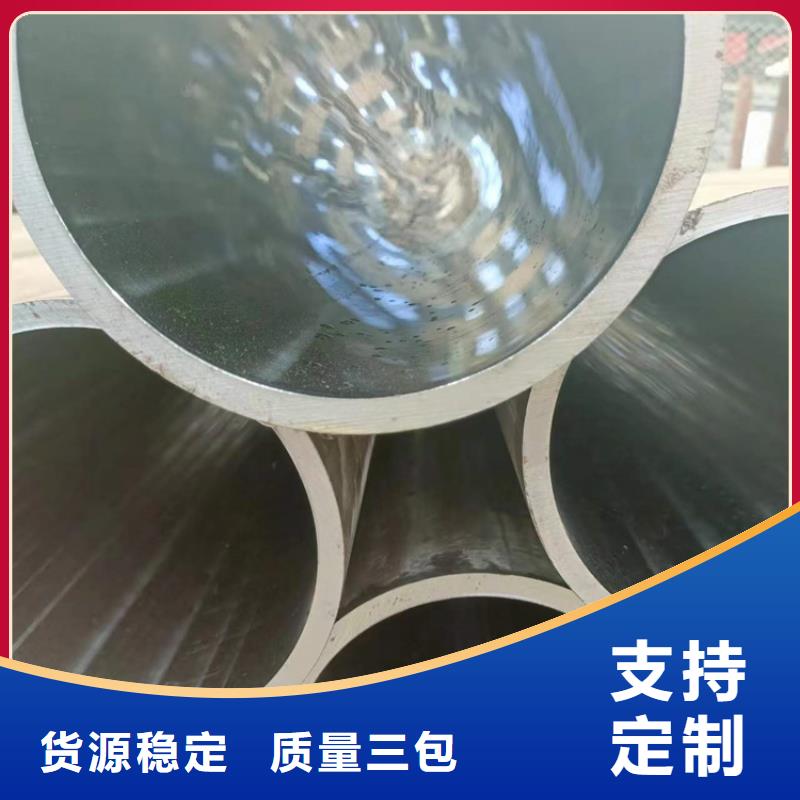
江苏常州企业旺旺珩磨管绗磨管油缸管绗磨管厂滚压具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。



您是想要在江苏省常州市采购高质量的【绗磨管】缸筒加工厂种类多质量好产品吗?珩磨管液压机械(常州市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的【绗磨管】缸筒加工厂种类多质量好产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:高经理-【13184177133】,地址:《辽河路燕山路交叉口南500米东首》。